鍛造アイボルト
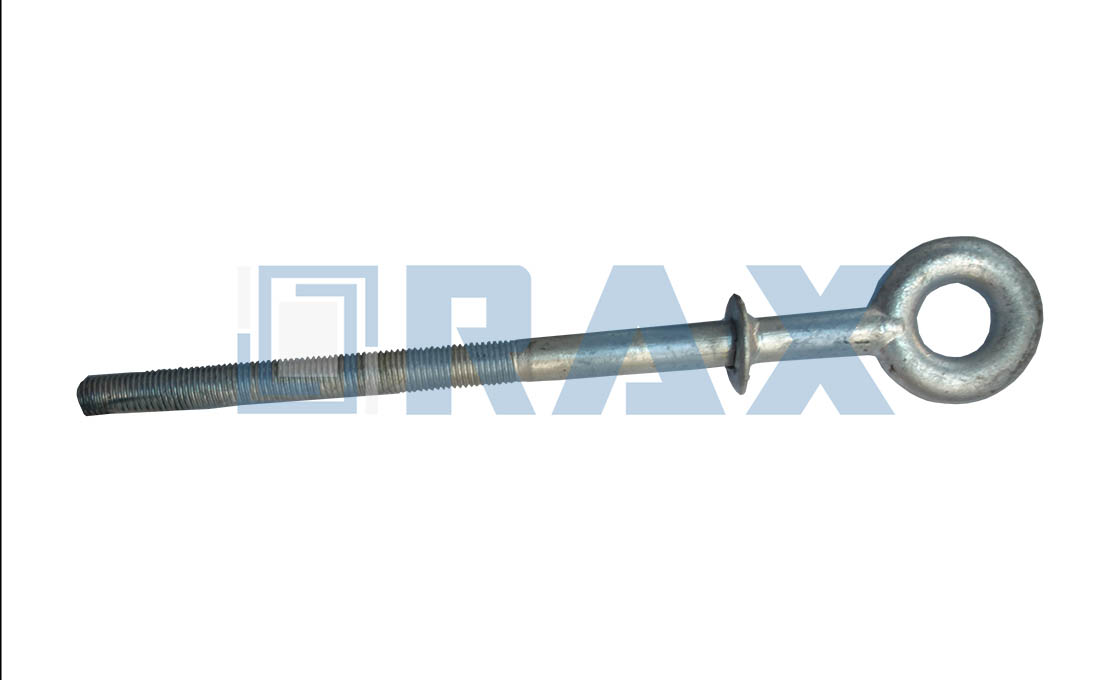
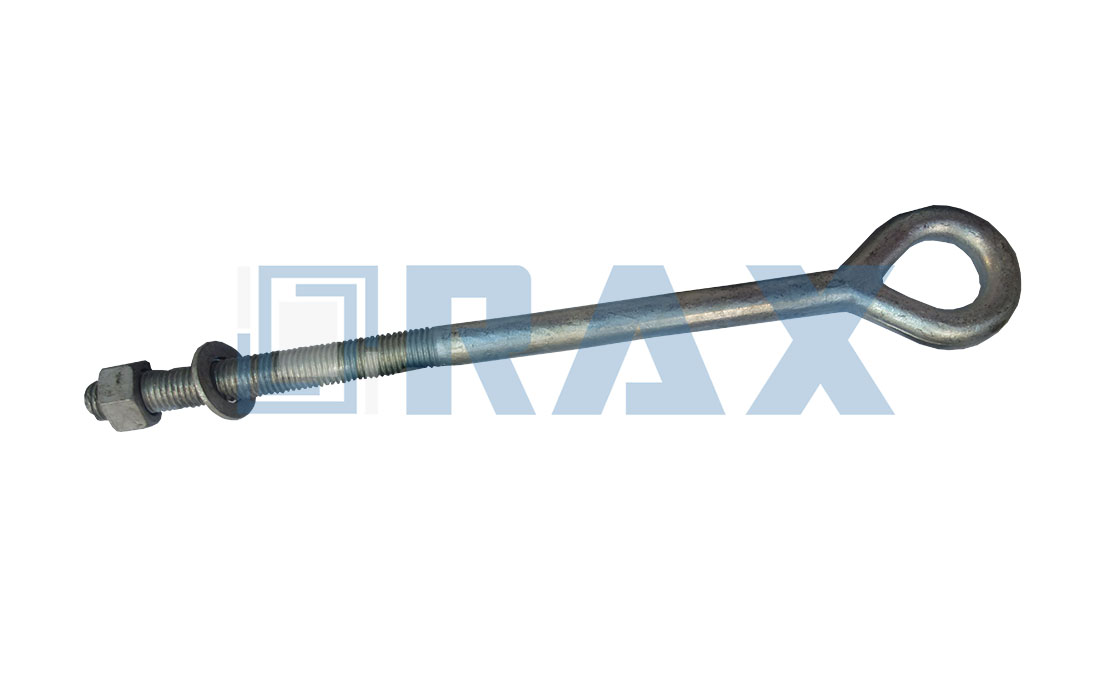
鍛造アイボルトは、電力線や架空線路のシンブル、クレビス、リンク、および行き止まり碍子を木柱に支持するために広く使用されている留め具の一種です。ドロップ鍛造アイボルトとも呼ばれます。アイボルトは1個または複数の四角ナットで組み立てられ、木柱を横切る際にアイボルトを固定します。鍛造アイボルトには、楕円形アイボルトと丸形アイボルトがあります。
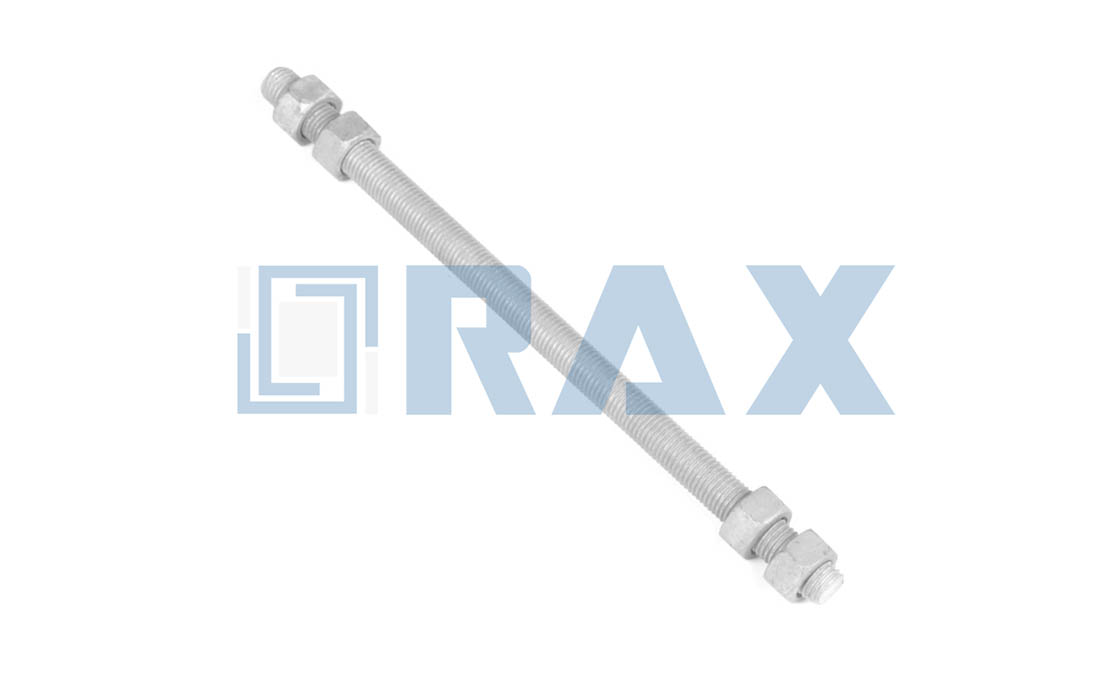
楕円形のアイボルトは、クレビスまたは接続時にロックされた円形のオーバーシンブルヘッドで設計されています。 行き止まり絶縁体簡単に外れません。オーバルアイボルトには、通常のオーバルアイボルトとダブルアーミングアイボルトの2つのデザインがあります。
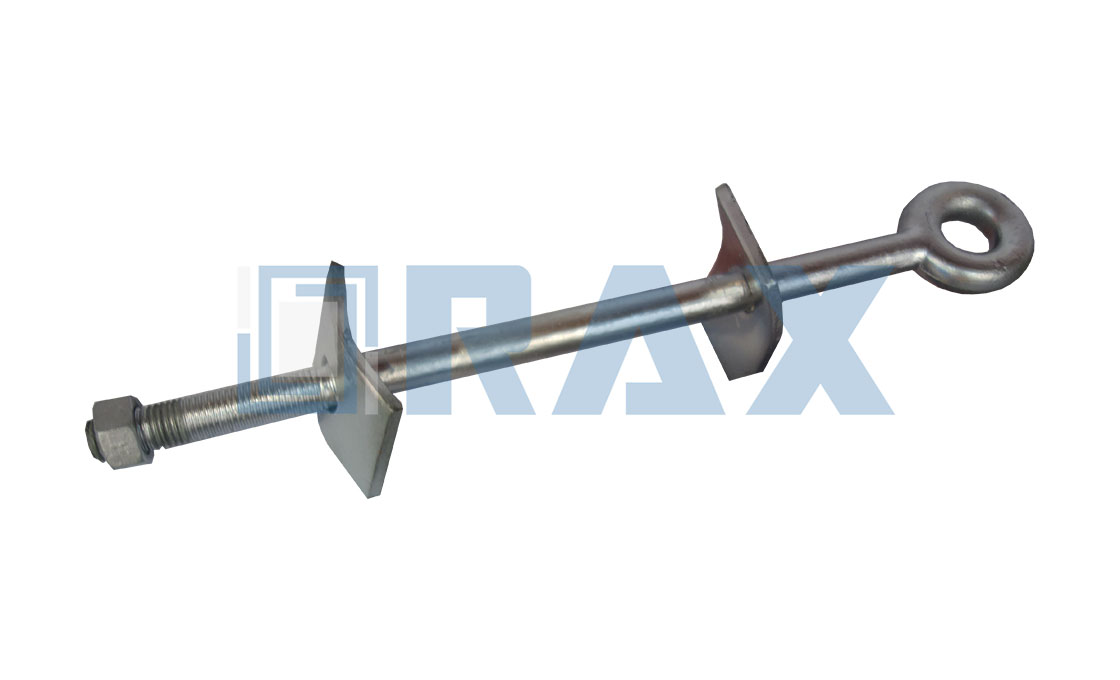
ショルダーアイボルトは、楕円形アイボルトの主な機能と同じです。ショルダーアイボルトは、一体型のショルダー部を備えた丸形アイボルトの一種で、より大きな支持面積を提供し、電柱や柱への負荷を軽減します。 電気クロスアーム.
アイボルトは熱間鍛造で製造されています。鍛造アイボルトには溶接点がありません。鍛造アイボルトは、溶接アイボルトよりも破断荷重に対する耐性が優れています。
他の鍛造アイボルトメーカーと比較して、Rax Industryは優れた品質管理と効率性の向上に長けています。経験豊富なエンジニアが工程ラインを管理し、すべての作業員が細部にまで細心の注意を払っています。当社は、様々なカスタム鍛造アイボルトの製造に成功しています。
新しいデザインがございましたら、お気軽にお問い合わせください。
Rax Industry 鍛造鋼アイボルトの破断荷重は、5/8 インチの場合は 50kn、3/4 インチの場合は 55kn です。
アイボルトの直径は3/4インチと5/8インチです。ねじの長さは図面の通りです。
アイボルトの表面処理は 溶融亜鉛メッキ亜鉛メッキ鋼製アイボルトには、ネジに亜鉛ブロックがありません。
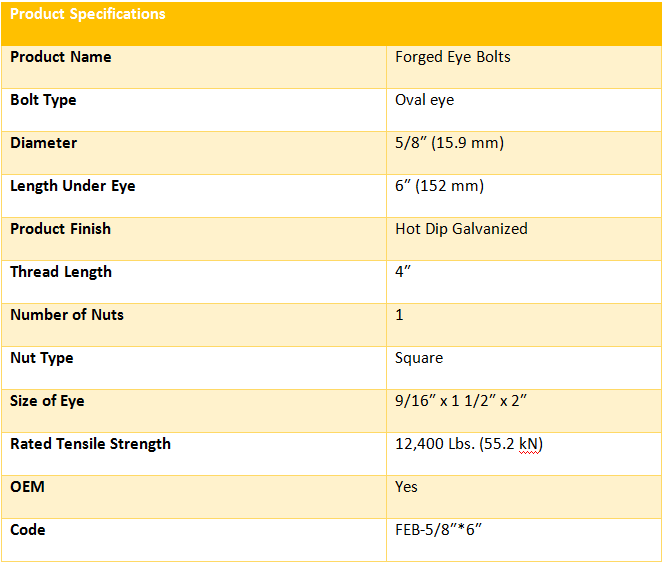
| 製品仕様 | |
| 製品名 | 鍛造アイボルト |
| ボルトタイプ | 楕円形の目 |
| 直径 | 5/8インチ(15.9 mm) |
| 目の下の長さ | 6インチ(152ミリメートル) |
| 製品仕上げ | 溶融亜鉛メッキ |
| ねじ長さ | 4″ |
| ナッツの数 | 1 |
| ナットタイプ | 四角 |
| 目の大きさ | 9/16インチ x 1 1/2インチ x 2インチ |
| 定格引張強度 | 12,400ポンド(55.2 kN) |
| OEM | はい |
| コード | 2月-5/8インチ×6インチ |

Q1: 鍛造アイボルト3/4の在庫はありますか?
A: はい、鍛造アイボルト 3/4 と 5/8 の両方の在庫があります。
Q2: 鍛造アイボルトのサイズ表はありますか?
A: はい、ご連絡ください [email protected] それを得るために。
Q3:ドロップフォージングの仕様は何ですか?
A: Rax Industry 鍛造アイボルトの仕様については、こちらでご確認ください。


鍛造アイボルト:輸入業者向け究極ガイド
今日はもう一つの重要な ポールラインハードウェア – 鍛造アイボルト。
行き止まりの絶縁体を接続する場合でも、架空線を接続する場合でも、高品質の鍛造アイボルトが必要です。
ここで学ぶのはまさにそれです – 技術仕様、分類、材料の種類、製造プロセス、設置手順など。
このガイドを読み終える頃には、あなたは鍛造アイボルトの専門家になっているでしょう。
アイボルトとは何ですか?
アイボルトは、材料の取り扱いにおいて一般的に使用される機器の 1 つです。
アイボルトは、片方の端にアイまたはリングが付いたねじ付きシャンクで構成されるシンプルなデザインです。
アイボルトの設計により、ケーブルまたはロープをループに通すことができるため、物体の持ち上げが容易になります。
 鍛造アイボルト
鍛造アイボルト
通常、アイボルトはスチールや木製のポールなどの材料に取り付けられ、ナットを使用して固定します。
アイは、鋼を曲げてループ状にするか、熱間鍛造によって形成できます。
曲げアイボルトは、軽作業用途にのみ使用してください。
また、曲がったアイボルトは角度を付けた吊り上げには適していません。
アイボルトの種類
アイボルトには機能上4種類あります。
- 鍛造アイボルト 成形ではなく鍛造で作られています。これらの一体型ファスナーは、より高い耐荷重性を備えています。
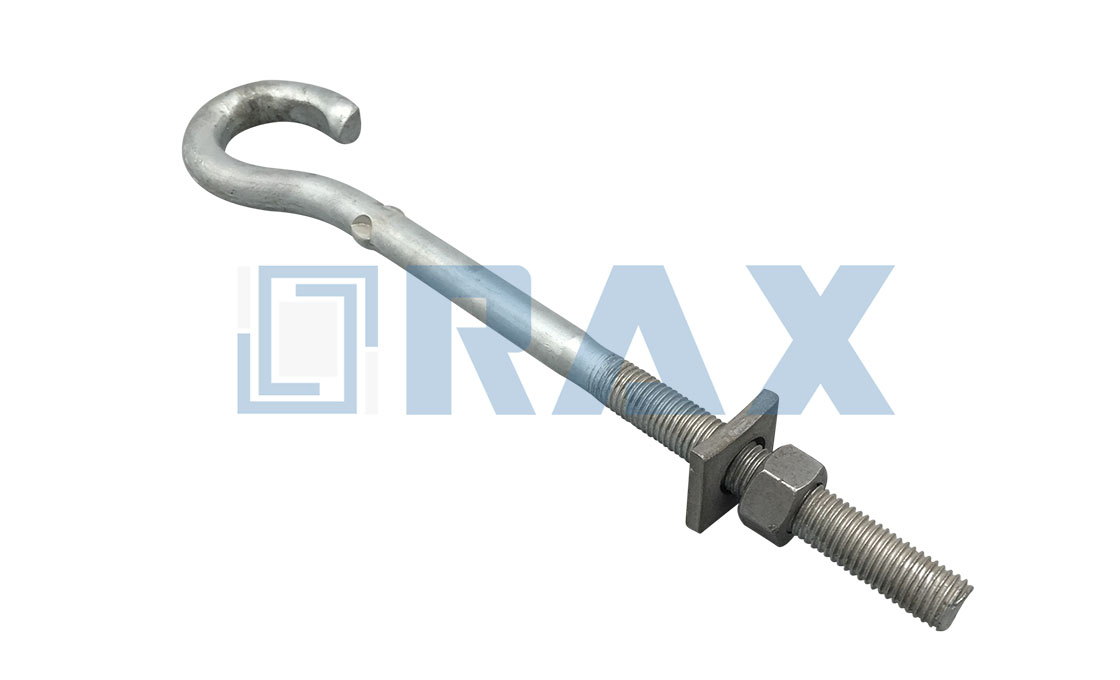
- ネジ目 頭がアイまたはループ状に成形されたネジです。通常は、吊り上げや索具の取り付け、あるいはケーブルやワイヤーのガイドに使用されます。
- ショルダーアイボルト アイボルトの下にショルダー部があります。多くの場合、ショルダー部は取り付け材と面一になるように設置されます。
- シンブルアイボルト 摩耗を軽減するためにロープやワイヤー用の指ぬきとして機能する開口部があります。
- ピボットアイボルト 180°回転するように設計されています。回転式アイボルトの底部は360°回転するように設計されています。
 アイボルト
アイボルト
アイボルトの材質
鍛造品の製造に使用される最も一般的な材料 アイボルト 炭素鋼、合金鋼、ステンレス鋼です。
ステンレス鋼のドロップ鍛造アイボルトは、一般的に錆びにくいです。
それは、鋼の成分がクロム、シリコン、モリブデン、鉄、ニッケル、そしてごく微量の炭素で構成されているからです。
このため、ステンレス鋼の鍛造アイボルトは海洋用途においてより耐久性が高くなります。
さらに、このタイプの鍛造アイボルトは、見た目が滑らかなので建築用途に適しており、食品加工業界や製薬業界では一般的な選択肢となっています。
通常、これは剥がれや剥離がないためです。
合金鋼ドロップ鍛造アイボルトは寒冷気候での使用に適しています。
-1°C 以下の温度で行われる吊り上げ作業は、合金鋼の鍛造アイボルトを使用して行う必要があります。
合金鋼の冶金特性により、冷間設定でも構造性能と完全性を維持できます。
通常の炭素鋼を溶融亜鉛に浸すことで、亜鉛メッキ鋼の鍛造アイボルトを形成します。
浸漬を行うプロセスは熱浸漬と呼ばれ、腐食を防ぐ追加のコーティングが施されます。
このため、亜鉛メッキされたドロップ鍛造アイボルトは、さらに耐候性があるため、屋外での使用に適しています。
ただし、このタイプの鍛造アイボルトの仕上げは頑丈で、剥がれたりはがれたりする可能性があります。そのため、優れた仕上げを得るには、ステンレス鋼の鍛造アイボルトを選択してください。
鍛造アイボルトの主要構成部品
鍛造アイボルトには、次の主な部品とコンポーネントがあります。
鍛造アイボルトの部品 – 写真提供: Bolt Depot
- 片端にループまたはアイが付いたねじ付き鋼ボルト
- ナット
- ワッシャー
Rax Industry鍛造アイボルトの技術仕様
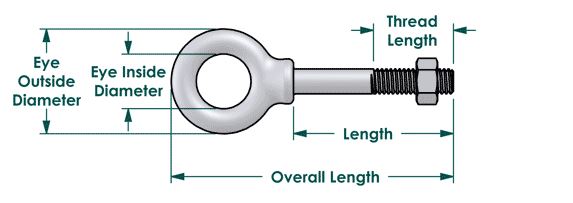
アイボルトの仕様は次のとおりです。
- 最大荷重容量 - 鍛造アイボルトが処理できる最大荷重。
- シャンク長さ - 完全にねじ山が切られたアイボルトの場合、シャンクの直径はねじ山の長さと同じになります。
- ねじ長さ
- 目の内径(ID)
- 総重量
- 眼の厚さまたは眼の断面の直径

鍛造アイボルト
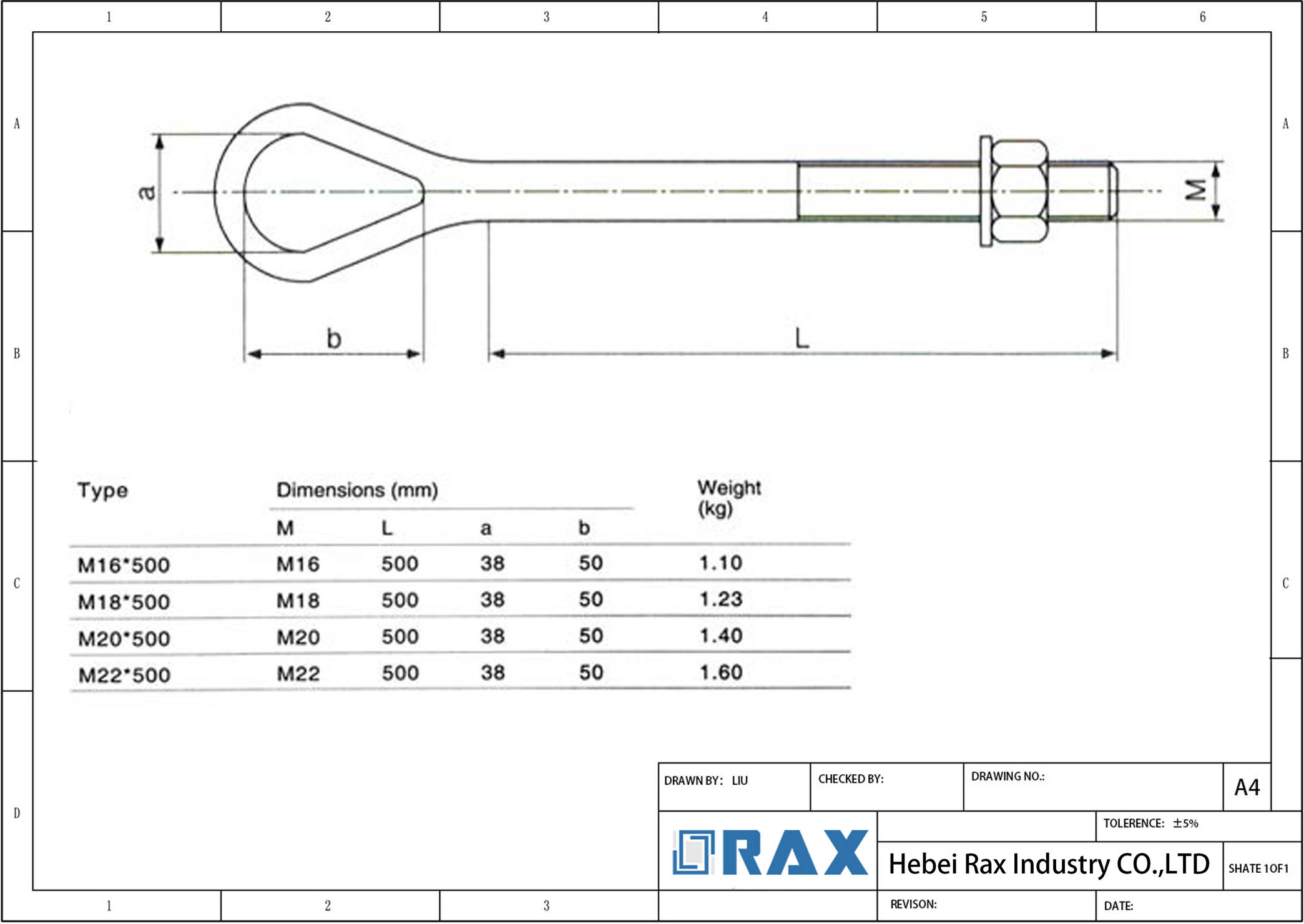
下の表は当社の鍛造アイボルトの仕様を示しています
鍛造アイボルトの応用
鍛造アイボルトの一般的な用途は、持ち上げを容易にするためにケーブルをアイテムに接続することです。
楕円形アイボルトは、架空線や電力線の木製支柱に終端絶縁体を接続するのに適しています。
ワイヤーまたはロッドをループ状に曲げて作られたアイボルトは、重い荷重がかかるとアイが開いてしまう可能性があるため、軽作業用途にのみ使用してください。
鍛造アイボルトの適用 – 写真提供: Industrial Slicing and Sling
溶接またはドロップ鍛造されたアイボルトは、製造に使用された材料の引張強度に等しい荷重に耐えることができるため、重い荷重には最適な選択肢です。
なぜお客様は Rax Industry 亜鉛メッキ鍛造アイボルトを信頼するのでしょうか?
- Rax Industry は、鍛造アイボルトのディテールを非常にうまく制御します。
- ねじ付きアイボルトの両端には面取りが施されており、取り付けが簡単になります。
- アイボルトを亜鉛メッキした後、Rax Industryの作業員は、スムーズな取り付けを保証するためにネジ山に油を振りかけます。
- 楕円アイボルト用の鉄棒原材料はすべて新品で標準品であり、リサイクルされたものではありません。
- 梱包前に、すべてのドロップ鍛造アイボルトはテストされます。 亜鉛メッキの厚さ そして 荷重強度.
鍛造アイボルトの利点
- 優れた強度を実現
- 耐久性が高い
- 熱処理、焼入れ、焼戻しを経る
- 優れた衝撃処理能力。
鍛造アイボルトの製造工程
ドロップフォージングは金属加工プロセスの一種で、インゴットと呼ばれる加熱された金属片を均一に成形するのに役立ちます。
この方法は、金型またはハンマーを使用して金属のブロックを繰り返し打撃して成形することを伴います。
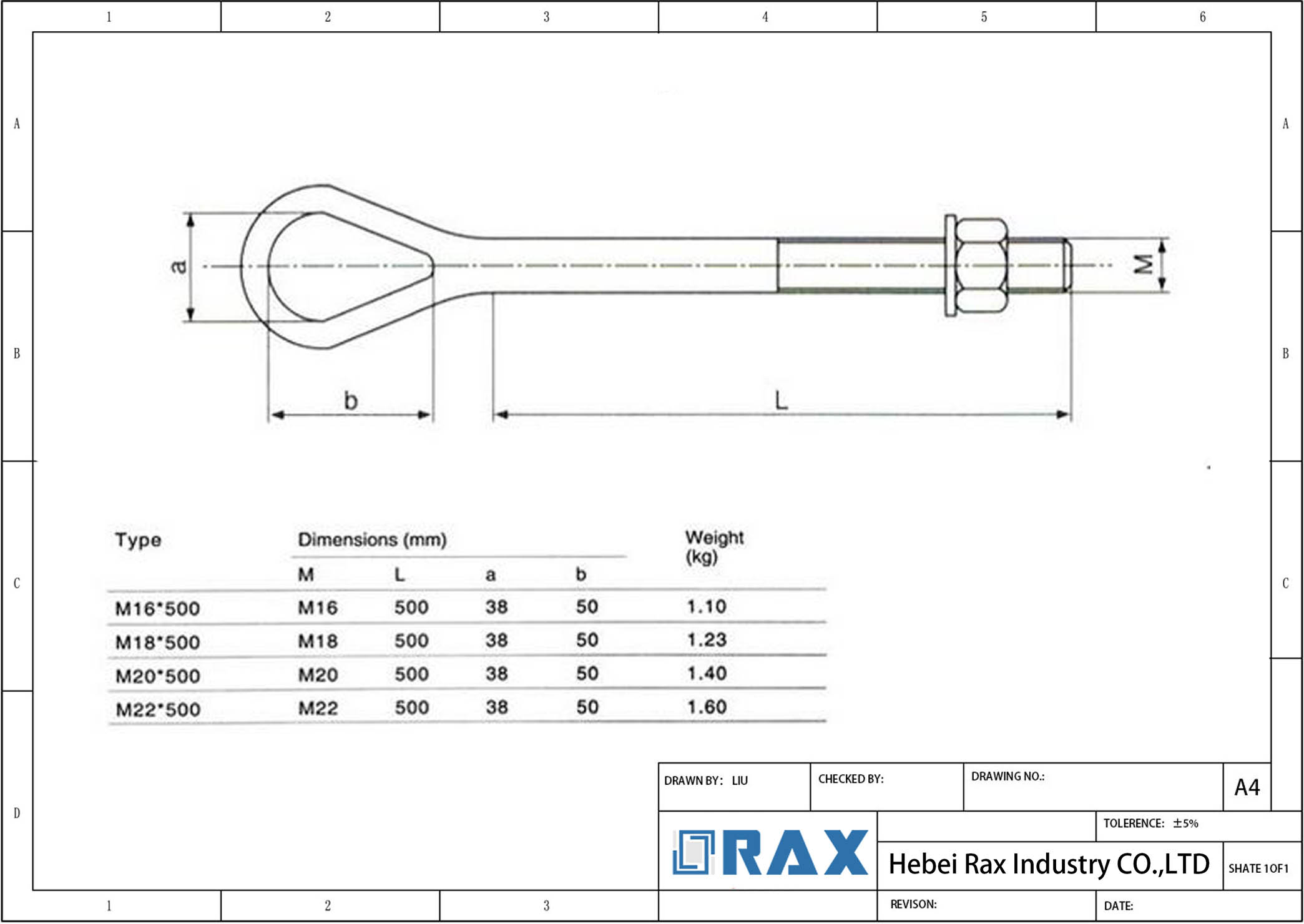
鍛造アイボルトの技術図面
これは、金型またはハンマーを金属片の上に持ち上げて落とすことで実現され、その結果、金属片は平らにされ、または必要な構造に成形されます。
ドロップ鍛造アイボルトの製造には、金属ブロックの慎重な見積もりが必要です。
場合によっては、望ましい許容差を実現するために、機械加工などの追加技術を含めることもあります。
この方法では、工具鋼と呼ばれる高合金鋼で作られた金型を使用します。
このタイプの金型は日常的な摩耗や損傷に耐性があり、また、繰り返し起こる急激な加熱と冷却のサイクルにも耐えることができます。
この方法では、ダイを 2 つの半分に分割するように設計します。
ハンマーと呼ばれる上半分は、鉄棒に落とす隆起したブロックに締め付けられます。
下半分はアンビルと呼ばれ、鍛造する鋼鉄ブロックに対して使用する固定された金型です。
オープンダイ法は、鍛造アイボルトを製造するためのもう一つの熱間鍛造法です。この技術では、ダイスが鋼棒を完全に囲むことはありません。
このタイプのダイは、カッティング ダイや輪郭付きダイとは異なり、一般的に平らで、通常のダイよりもはるかに優れています。
オープンダイ技術により、希望の厚さになるまでハンマーで叩くときに鋼鉄ブロックが拡張されます。
ダイドロップ鍛造の手順には、ダイの作成、ビレットの切断と加熱、金属ドロップ鍛造、トリミング、アイボルトの熱処理、ショットブラスト、ボルトの機械加工、ボルトの表面処理、検査が含まれます。
熱間ドロップ鍛造のプロセスを段階的に見てみましょう。
ステップ1:金型の設計と製作
金型の製作はドロップフォージングプロセスの出発点です。
まず、図面に従って金型を設計し、作成する必要があります。
金型は、鍛造、トリミング、平型から構成されます。
ただし、フラットダイは、アイボルトを平らにして幾何公差を保証するのに役立つだけなので、必須ではありません。
ステップ2:ビレットの切断と加熱
一般的によく使われる素材を主に用意しております。
ビレットを必要なサイズに切断し、中周波炉を使用して加熱します。
鍛造の準備として、加熱した鋼を金属フレームに移します。
ステップ3. ドロップフォージング
まず、鍛造プレスの金床に上部と下部の鍛造金型を取り付けます。
ビレットを鍛造金型の間に置き、目的の形状が得られるまで高速で数回プレスします。
ステップ4. トリミング
製造されたブランクには余分なバリが見られるため、バリの除去も同様に重要なステップです。
パンチング装置の下にトリミングダイを設置し、ドロップフォージングブランクを1枚ずつプレスしてバリを除去します。
ステップ5:熱処理
熱処理は、望ましい硬度と機械的特性の実現に役立ちます。
熱処理のプロセスには、焼鈍、焼戻し、焼入れ、溶体化処理、硬化などがあります。
ステップ6:ショットブラスト
ドロップ熱間鍛造アイボルトにショットブラストを施すと、より滑らかで明るい仕上がりになり、優れた表面仕上げが得られます。
通常、ドロップ鍛造部品の表面仕上げは、精密鋳造部品の表面仕上げよりも優れています。
ステップ7:機械加工
ドロップフォージング手順では必要な許容差を達成できない場合は、機械加工が役立ちます。
機械加工は、ボーリング、フライス加工、穴あけ、研削、CNC マシンなどのさまざまな機器を使用して行うことができます。
ステップ8:スレッド
鍛造アイボルトを亜鉛メッキする前に、不整形にタップを立てた六角ナットでねじ山を作り、固定します。
鍛造アイボルト用の特殊なねじとシャンクのサイズを見つけることができます。
ニーズに応じて適切に選択できます。
ステップ9:表面処理
ほとんどのドロップ鍛造アイボルト製造業者は、特別な要件がない限り、鍛造アイボルトの表面に油または水による防錆処理のみを実行します。
当社の鍛造アイボルトの表面処理方法は溶融亜鉛メッキです。
亜鉛メッキ鋼のアイボルトには亜鉛ブロックは含まれていません。
ただし、お客様のご要望に応じて、粉体塗装、塗装、電気メッキなどの他の表面処理も承ります。
ステップ10:最終検査
優れた品質を保証するには、寸法検査を行う必要があります。
化学組成や機械的特性も検査する必要があります。
ステップ10: 梱包と配送
通常、Rax Industry 鍛造アイボルトはポリ袋に入れて、安全な木箱に入れられます。
ご要望に応じてパッケージをカスタマイズすることも可能です。
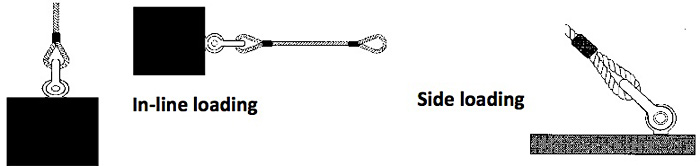
鍛造アイボルトの取り付け手順
適切な鍛造アイボルトを選択するのと同じくらい、職場の安全を確保するには、適切な取り付けとメンテナンスも重要です。
ステップ1
まず、鍛造アイボルトを固定する物体の厚さを決定します。
2 つの測定値を比較し、ドロップ鍛造アイボルトの長さが材料の厚さより長くないことを確認します。
ステップ2
次に、裏側にボルトが突出できるように十分に長いシャンクを持つ鍛造アイボルトを選択します。
これにより、ナットを適切に締めることが容易になります。
ステップ3
ドリルで開けた穴からおがくずを取り除き、ドロップ鍛造アイボルトを穴に入れて時計回りに回して取り付けます。
ボルトのネジ部分が材料の裏側に出るまで規定の方向に回し続けます。
ステップ4
突出端より、付属のナットを使用してドロップ鍛造アイボルトを対象物に締め付けます。
シャンクのねじ山のない部分が下端より下に伸びてナットを締めることができない場合は、ワッシャーを使用してシャンクのねじ山のない部分のスペースを埋めます。
一般的な安全上の注意事項
- 摩耗や損傷の兆候が見られるアイボルトは絶対に使用しないでください。
- 細長いまたは曲がったシャンクまたはアイを持つドロップ鍛造アイボルトは使用しないでください。
- シャンクの受け穴とねじ山が清潔であることを常に確認してください。
- アイボルトを研磨したり、切断したり、機械で鍛造したりしないでください。
よくある質問(FAQ)
鍛造アイボルトとは何ですか?
鍛造アイボルトは、電力線や架空線路のシンブル、クレビス、リンク、および終端碍子を支持するために木製の柱に広く使用されている留め具の一種です。ドロップ鍛造アイボルトとも呼ばれます。
鍛造アイボルトは、一体型の熱間ドロップ鍛造であり、ドロップ鍛造アイボルトとも呼ばれます。
鍛造アイボルトにはどのような種類がありますか?
デザインによって3つのタイプがあります。
- 通常の楕円アイボルト: 四角ナット 1 個で組み立てます。
- ダブルアーミングオーバルアイボルト: ダブルアーミングボルトとアイボルトの組み合わせで、3 つの四角ナットで組み立てられています。
- ショルダーアイボルト: 木製ポールへのストレスを軽減する一体型ショルダー付き。
鍛造アイボルトを選択する際に考慮すべきことは何ですか?
アイボルトの主な技術仕様は次のとおりです。
- 最大荷重容量 - 鍛造アイボルトが処理できる最大荷重。
- シャンク長さ ねじ長さ
- 目の内径
- 総重量
- 眼の厚さまたは眼の断面の直径
結論
ご覧のとおり、鍛造アイボルトは電柱ラインハードウェアの設置に不可欠な役割を果たします。
このガイドの情報があれば、適切な鍛造アイボルトを簡単に購入できます。
他のドロップ鍛造アイボルト製造業者と比較して、Rax Industry は高い基準を管理し、効率を高める方法を理解しています。
コスト競争力のある鍛造アイボルトについては、今すぐお問い合わせください。